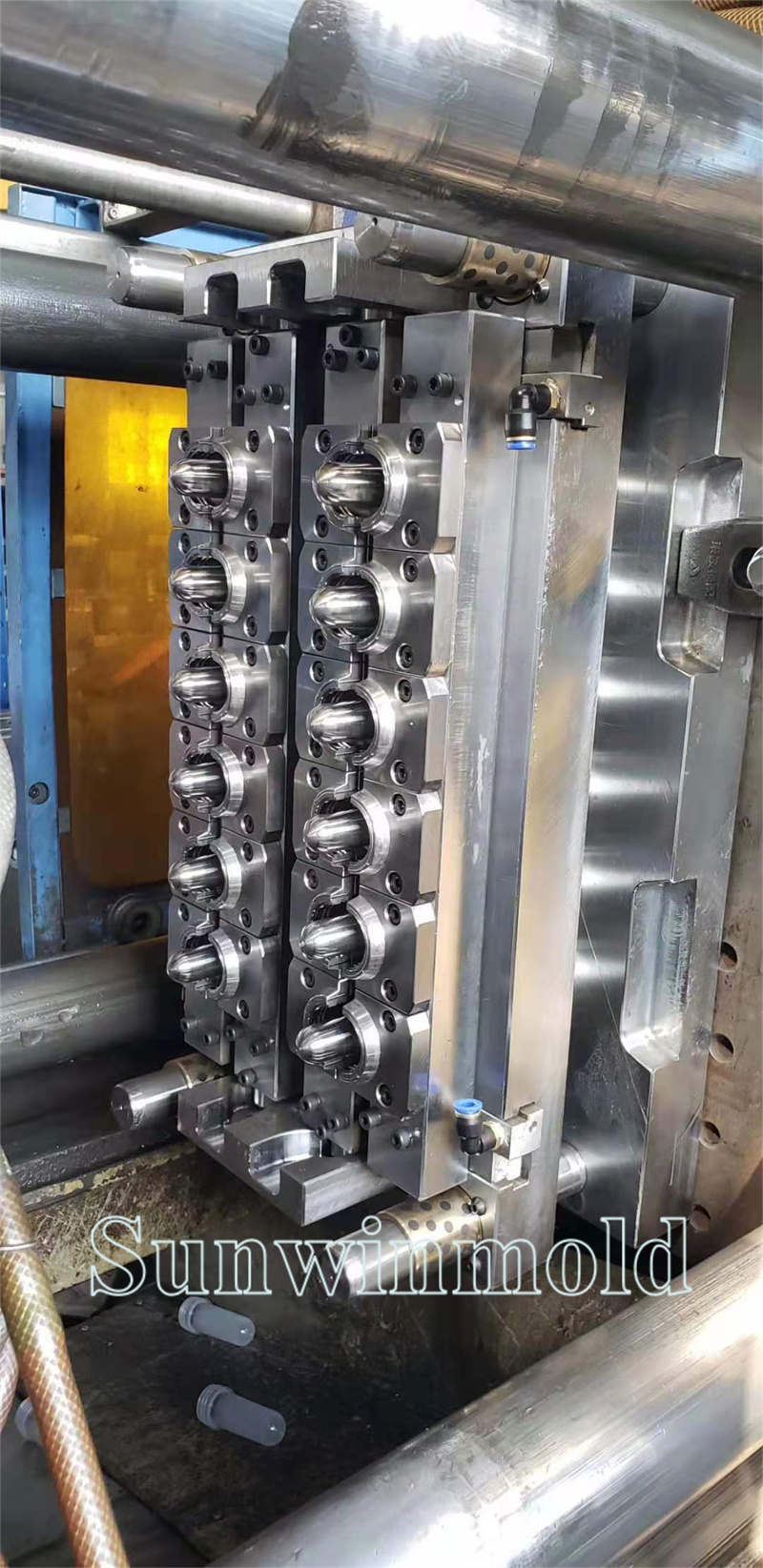
Molde de preformas de PET de 48 cavidades

Molde de preforma de PET con válvula de 48 cavidades
1. O canal quente adopta o sistema de control PID, que se caracteriza por funcións de reparación automática e protección automática, que poden prolongar a vida útil do dispositivo de calefacción eléctrica;
-A temperatura está controlada dentro de 1 ° C para garantir que as materias primas non se queiman no canal quente e a taxa de produto acabado pode alcanzar máis do 99 %;
-O novo deseño da boquilla fai que o molde sexa máis fácil de manter, a parte do dedal da boquilla, a parte de calefacción, a parte de illamento térmico e o termopar pódense substituír facilmente sen desmontar o molde, o que é beneficioso para reducir o tempo de inactividade e aforrar custos de mantemento. .
2. Sistema de refrixeración
-A canle de auga de refrixeración da cavidade espiral fai que o efecto de arrefriamento sexa máis forte.
-A canle de auga de refrixeración no porto roscado e o control deslizante mellora o efecto de arrefriamento.
-Placa de distribución central exquisitamente deseñada, a auga de refrixeración pódese introducir uniformemente en cada cavidade e todas as preformas poden arrefriarse de forma eficaz de forma uniforme e rápida.
3. Corredor quente
- O canal quente con excelente rendemento de equilibrio garante que o fluxo e a presión do fundido de PET en todas as cavidades sexan uniformes.
-A canalización de fusión de PET minimiza as perdas de cizallamento e IV e permite que a fusión de PET flúe uniformemente a todas as cavidades.
- A distribución óptima da calor mantén estable o contido de acetaldehído (AA) en todas as cavidades.material
Material personalizado 632: mellor que FS136 con maior contido de níquel e cromo.
A dureza, a resistencia á ferruxe e o efecto de branqueamento son obviamente mellorados.
A base do molde está feita de aceiro inoxidable HRC 38~40 ou P20 (pre-endurecido).
2. Deseño de pila de tipo SelfLock
Antes de pechar o molde, a costura de separación está bloqueada no seu lugar mediante un anel de bloqueo para minimizar o desgaste da liña de separación no lado da cavidade e no lado do núcleo, prolongando así a vida útil sen rebabas da liña de separación.
Introdución á fabricación de moldes
| Tipo | Altura (mm) | Ancho (mm) | Espesor (mm) | Peso (kg) |
| 6 Cavidade | 650 | 270 | 490 | 600 |
| 8 Cavidade | 480 | 360 | 490 | 595 |
| 12 Cavidade | 610 | 360 | 490 | 755 |
| 16 Cavidade | 740 | 360 | 510 | 960 |
| 24 Cavidade | 790 | 500 | 510 | 1415 |
| 32 Cavidade | 800 | 580 | 510 | 1600 |
| 48 Cavidade | 1120 | 600 | 560 | 2640 |
| 64 Cavidade | 1380 | 600 | 610 | 3545 |
| 72 Cavidade | 1170 | 800 | 610 | 4010 |
| 96 Cavidade | 1230 | 960 | 610 | 5050 |
Os datos anteriores baséanse nunha preforma de 16 g cun pescozo de PCO.

Molde de preforma de PET selado con aire de 48 cavidades
1. Características do molde:
1. Somos especializados na produción de moldes de válvulas de agulla, que non requiren corte manual.
2. O uso do sistema avanzado de canle quente garante que o valor AA do produto estea nun nivel baixo.
3. O deseño razoable da canle de auga de refrixeración fortalece o efecto de arrefriamento do molde e acurta de forma efectiva o ciclo de moldaxe por inxección.
2. Selección do material:
1. As partes principais do molde están feitas de material S136 importado (Suecia-Sabak).
2. O material base do molde adopta material P20 importado e tratamento de galvanoplastia, o que mellora a resistencia á corrosión do molde e prolonga a vida útil do molde.
3. O tratamento térmico das pezas é procesado nun forno de baleiro importado de Alemaña, e a dureza das pezas está garantida en HRC45°-48°.
4. Equipos de procesamento avanzados:
A empresa introduciu unha serie de máquinas-ferramenta importadas dos Estados Unidos e Xapón, como centros de mecanizado, tornos CNC, EDM, etc., para garantir a precisión de mecanizado das pezas e facer que as pezas teñan unha boa intercambiabilidade., o erro de peso é inferior a 0,3 g, pódense producir 2-5 moldes nun minuto e a vida útil pode chegar a 2 millóns de veces.


Molde de preformas de 24 cavidades
A nova estrutura do molde de preformas investigada e desenvolvida de forma independente pode eliminar por completo a maioría das desvantaxes dos moldes pasados, e pode lograr concentricidade de alta precisión e longa vida útil do molde, e pode levar a cabo a estandarización de varias partes do molde e a produción en masa.Os nosos moldes garanten que a diferenza de espesor da parede do tubo en branco sexa inferior a 0,05 mm e que o erro de peso sexa inferior a 0,3 g.Pódense producir 2-5 moldes nun minuto e a vida útil pode chegar a 2 millóns de veces.O molde ten un máximo de 96 cavidades.


Molde de preforma de PET selado con aire de 48 cavidades
1. Experiencia profesional e técnica en cavidades de moldes de preformas que van de 1 a 96 cavidades.
2. O molde de preformas usa software CAD para deseñar a forma da preforma segundo a botella para garantir a calidade de moldeado da botella.
3. O material de apertura de rosca do molde de preforma está feito de aceiro nitrurado importado, fabricado segundo estándares internacionais, con alta dureza, cada rosca está ventilada e ten unha longa vida útil sen deformación.
4. O núcleo e a cavidade do molde de preformas están feitos de aceiro resistente á corrosión, que é duradeiro.
5. O molde de preforma adopta un deseño avanzado de canal quente, de xeito que cada cavidade pode controlarse de forma independente a temperatura, quentar e que a temperatura sexa uniforme.
6. Molde de preformas de porta sen cortes, aforrando traballo e materias primas.
7. A temperatura da boquilla do canal quente contrólase por separado.(Para resolver o problema de branqueamento e trefilado na parte inferior durante o proceso de produción).
8. Molde de preforma autobloqueante con válvula de agulla: cada núcleo, cavidade, autobloqueo dobre independente, excentricidade axustable, reduce a excentricidade, garante a concentricidade do produto, alta precisión.O molde ten unha longa vida útil.
9. Soporta o procesamento de mostras e debuxos, proporciona o desenvolvemento de novos produtos, un servizo único para o procesamento de moldaxe por inxección.


Molde de preforma de PET de 12 cavidades
1. Utilízanse cavidades, núcleos e pescozo roscados de aceiro S136 importados e a dureza do tratamento térmico pode chegar a HRC 48-50;todos os encofrados son tratados térmicamente cunha dureza de HRC 30-35.
2. Tecnoloxía avanzada de deseño de moldes: cada cavidade é de autobloqueo independente, utilizando SYATEM xaponés de alta precisión.Para garantir a baixa proporción corporal e precisión do produto.Cada matriz ten insercións de reposición para pezas duradeiras que son intercambiables.Para mellorar e acadar unha alta eficiencia de produción, sempre deseñamos o mellor sistema de refrixeración e podemos combinar unha máquina de refrixeración para cada molde.
3. O canal quente da válvula avanzado e preciso e o controlador de temperatura garanten a fiabilidade da produción e a alta transmisión da luz e o brillo do produto.
4. O molde deslizante está feito de cobre, o corpo da botella cumpre o estándar de seguridade alimentaria e a vida útil do molde está garantida máis de 3 millóns de veces.1.Características do molde:
1. Somos especializados na produción de moldes de válvulas de agulla, que non requiren corte manual.
2. O uso do sistema avanzado de canle quente garante que o valor AA do produto estea nun nivel baixo.
3. O deseño razoable da canle de auga de refrixeración fortalece o efecto de arrefriamento do molde e acurta de forma efectiva o ciclo de moldaxe por inxección.